| ·�� |
�������� |
�f�� |
| Printing > Label Length |
 |
�O(sh��)�ý��|(zh��)�L�ȣ��L�ȷ�����
��203 dpi: 1 to 20000 dots
��305 dpi: 1 to 18000 dots
��609 dpi: 1 to 9800 dots |
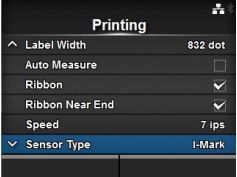
| Printing > Label Width |
 |
�O(sh��)�ý��|(zh��)�Č��ȣ����ȷ�����
��203 dpi: 1 to 832 dots
��305 dpi: 1 to 1248 dots
��609 dpi: 1 to 2496 dots |
| Printing > Auto Measure |
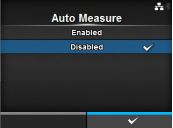 |
��ӡ�C�ԄӜy�����|(zh��)���L�ȣ��y�����|(zh��)�L�ȵ�ֵ���Ԅӱ�����Label Length��
���O(sh��)����Auto Measure��Enabled�r���_�C���ߴ�ӡ�^�_�ϕr����ӡ�C���߃ɏ��˺���y���˺����L�ȡ� |
| Printing > Ribbon |
 |
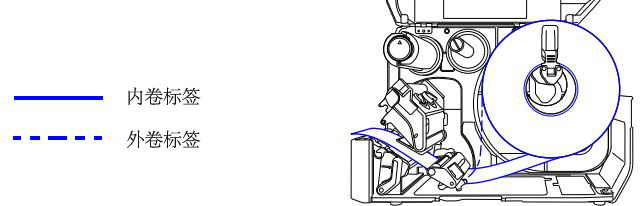
ʹ��̼����ֱ��ɷN���x |
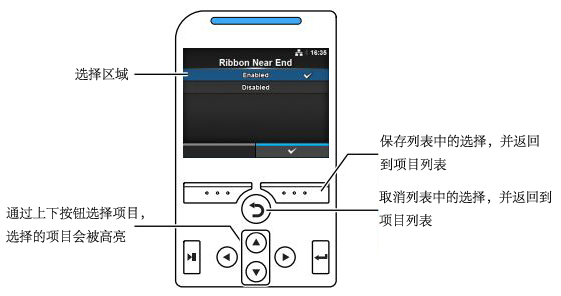
| Printing > Ribbon Near End |
 |
Enabled���@ʾ̼�����ñM��ʾ�D�ˣ�Disabled�����@ʾ |
| Printing > Speed |
 |
203 dpi: 2 to 10 ips (inch/sec)��305 dpi: 2 to 8 ips (inch/sec)��609 dpi: 2 to 6 ips (inch/sec) |
| Printing > Sensor Type |
 |
None����ʹ�ý��|(zh��)�Б�(y��ng)����GAP��ʹ�ô�ʽ�Б�(y��ng)����I-MARK��ʹ�÷���ʽ�Б�(y��ng)�� |
| Printing > Auto-mode |
 |
���Ԅ�ģʽ�£�Print Mode���ԄӸ���(j��)���b��ĸ�����Ԫ����׃ |
| Printing > Print Mode |
 |
Continuous��Tear-Off��Cutter��Linerless��Cut & Print��Dispenser
Auto-Mode�O(sh��)��Enabled�r��Print Mode�����O(sh��) |
| Printing > Backfeed |
 |
Backfeed �m����cutter mode, dispenser mode �� linerless mode |
| Printing > Eject Cut |
 |
��Pritn Mode�O(sh��)�Þ�Cut & Print�r��Ч���O(sh��)�÷���0-5�� |
| Printing > Darkness Range |
 |
A, B, C, D, E, F |
| Printing > Darkness |
 |
�{(di��o)��(ji��)������1-10�������{(di��o)��ӡ��ȣ���ͨ�^Printing >
Advanced > Adjustments > Darkness Adjust���O(sh��)�� |
| Printing > Imaging |
 |
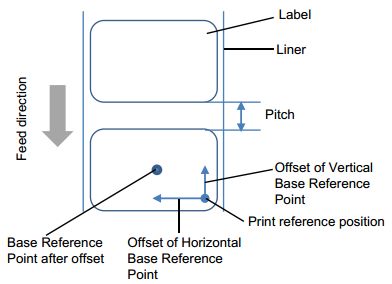 |
| Printing > Imaging > Vertical |
 |
�O(sh��)�÷����� -792 to +792 dots |
| Printing > Imaging > Horizontal |
 |
�O(sh��)�÷����� -792 to +792 dots |
| Printing > Advanced > Calibrate |
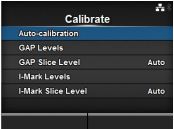 |
Auto-calibration���Ԅ��{(di��o)��sensor level��GAP Levels���ք��O(sh��)��GAP Levels��GAP Slice Level���ք��O(sh��)��GAP Slice Level��I-Mark Levels���ք��O(sh��)��I-Mark Levels��I-Mark Slice Level���ք��O(sh��)��I-Mark Slice Level |
| Printing > Advanced > Calibrate > Auto-calibration |
 |
�x��Ҫ�Ԅ�У�ʵĸБ�(y��ng)�����^�����£�
1�����|(zh��)���^�Б�(y��ng)�����·������ʹ�õ��ǘ˺�Ո�����˺��漈������кژˣ�Ո�Б�(y��ng)���h�x�ژ�
2�����˫@�Üʴ_�ĽY(ji��)����Ո�P(gu��n)�]��ӡ�^
3���������¼��^���oȥ�x��У�ʵĸБ�(y��ng)�����
4��������߅��ܛ���o���܇���o���_ʼУ�ʸБ�(y��ng)��
5��У�ʽY(ji��)�����@ʾ�����������˳�У�ʣ�������߅��ܛ���o
6���O(sh��)�õ�offlineģʽ��������߅��ܛ���o�_�J���|(zh��)�����_
ע�⣺�����(zh��)����Auto-calibration����|(zh��)�ԟo�����_����Ո(li��n)ϵ���Ô�(sh��)�a |
| Printing > Advanced > Calibrate > GAP Levels |
 |
�ք��O(sh��)��GAP Levels���^�����£�
1�����ȣ��{(di��o)��GAP����������늉��Ġ�B(t��i)
2���ĵ����Ƴ��˺�
3���ѵ�ͨ�^�Б�(y��ng)�����·�����������кژˣ�Ҫ�ژ��h�x�Б�(y��ng)��
4�����˫@�Üʴ_�ĽY(ji��)����Ո�P(gu��n)�]��ӡ�^
5���x��calibration�е�Gap Levels�����»�܇���o
6���������¼��^���oȥ��׃Emitֵ��ֱ��Sensorֵ׃?y��u)?.5V���£�Emit��ֵ�M���ܵĵ�
7�����Sensorֵ�����SEmitֵ�pС��0.5���£������Ҽ��^���oȥ��׃Receiveֵ
8����������^����ӛ���Sensorֵ���@��ֵ����GAP sensor�����늉�
����ͨ�^������^�̙z�y�Б�(y��ng)���ĸ�늉���
9�����漈�͵��Ę˺����^�Б�(y��ng)������������кژˣ�Ҫ�ژ��h�x�Б�(y��ng)��
10���P(gu��n)�]��ӡ�^
11���z�ySensorֵ������@��ֵ�Ȅ���ӛ䛵ĵ�늉���1.0V����ô�@��ֵ����Gap Sensor�ĸ�늉�ֵ������ߵͲ�С��0.9���{(di��o)��Emit��Receiveֵ�@��������1.0
12���˜ʵ�GAP�Б�(y��ng)���ߵ�늉�ֵ���£�Low���H������0.5V��High���漈+����-Low ��1.0V
13������ߵ�늉����@�ؘ�ֵ��������߅��ܛ���oȥ�_���@��ֵ
|
| Printing > Advanced > Calibrate > GAP Slice Level |
 |
�ք��O(sh��)��GAP Slice Level���^�����£�
1��ʹ�����湫ʽȥӋ��Slice Level��[(High level - Low level) x 0.3 + Low level = slice level]
2���x��calibration�е�GAP Slice Level�����»�܇���o
3���������¼��^���oȥ��׃Slice Levelֵ���O(sh��)��Slice Level�鄂��Ӌ������ֵ
4��������߅��ܛ���oȥ�_�J�@��ֵ |
| Printing > Advanced > Calibrate > I-Mark Levels |
 |
�ք��O(sh��)��I-Mark Levels���^�����£�
1�����ȣ��{(di��o)��I-Mark����������늉��Ġ�B(t��i)
2���ѽ��|(zh��)ͨ�^�Б�(y��ng)�����·���Ҫ�ژ��h�x�Б�(y��ng)��
3�����˫@�Üʴ_�ĽY(ji��)����Ո�P(gu��n)�]��ӡ�^
4���x��calibration�е�I-Mark Levels�����»�܇���o
5���������¼��^���oȥ��׃Emitֵ��ֱ��Sensorֵ׃?y��u)?.5V���£�Emit��ֵ�M���ܵĵ�
6�����Sensorֵ�����SEmitֵ�pС��0.5���£������Ҽ��^���oȥ��׃Receiveֵ
7����������^����ӛ���Sensorֵ���@��ֵ����I-Mark sensor�����늉�
����ͨ�^������^�̙z�y�Б�(y��ng)���ĸ�늉���
8�����|(zh��)���^�Б�(y��ng)�����ژˌ����Б�(y��ng)�����Б�(y��ng)���ܸБ�(y��ng)���ژ�
9���P(gu��n)�]��ӡ�^
10���z�ySensorֵ������@��ֵ�Ȅ���ӛ䛵ĵ�늉���1.0V����ô�@��ֵ����I-Mark Sensor�ĸ�늉�ֵ������ߵͲ�С��0.9���{(di��o)��Emit��Receiveֵ�@��������1.0
12���˜ʵ�I-Mark�Б�(y��ng)���ߵ�늉�ֵ���£�Low���H������0.5V��High���漈+����-Low ��1.0V
13������ߵ�늉����@�ؘ�ֵ��������߅��ܛ���oȥ�_���@��ֵ
|
| Printing > Advanced > Calibrate > I-Mark Slice Level |
 |
�ք��O(sh��)��I-Mark Slice Level���^�����£�
1��ʹ�����湫ʽȥӋ��Slice Level��[(High level - Low level) x 0.7 + Low level = slice level]
2���x��calibration�е�I-Mark Slice Level�����»�܇���o
3���������¼��^���oȥ��׃Slice Levelֵ���O(sh��)��Slice Level�鄂��Ӌ������ֵ
4��������߅��ܛ���oȥ�_�J�@��ֵ |
| Printing > Advanced > Head Check |
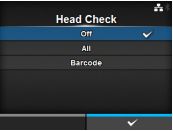 |
off�����z�y��ӡ�^��ALL���z�y���еĴ�ӡ��e��Barcode���H�z�y��ӡ�l�a�ą^(q��)�� |
| Printing > Advanced > Head Check Mode |
 |
Always��ÿһ헶��z�y��ӡ�^��After Batch�����Ιz�y��ӡ�^��Every Page��ÿ�����ق����|(zh��)�z�y��ӡ�^ |
| Printing > Advanced > Every Page |
 |
1 �� 999999 |
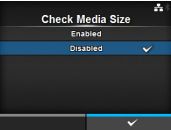
| Printing > Advanced > Check Media Size |
 |
|
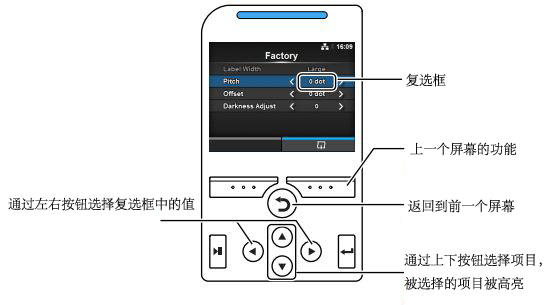
| Printing > Advanced > Adjustments |
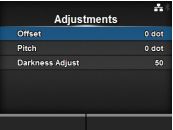 |
Offset������λ��ƫ�ƣ�Pitch���Q���ӡλ��ƫ�ƣ�Darkness Adjust����ӡ����{(di��o) |
| Printing > Advanced > Adjustments > Offset |
 |
203 dpi: -30 to 0 to 30 dot��305 dpi: -45 to 0 to 45 dot��609 dpi: -90 to 0 to 90 dot |
| Printing > Advanced > Adjustments > Pitch |
 |
203 dpi: -30 to 0 to 30 dot��305 dpi: -45 to 0 to 45 dot��609 dpi: -90 to 0 to 90 dot |
| Printing > Advanced > Adjustments > Darkness Adjust |
 |
0 to 99 |
| Printing > Advanced > Start Online |
 |
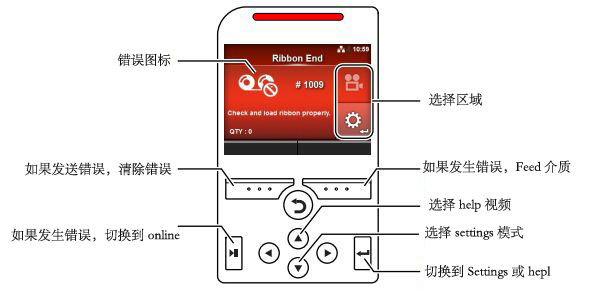
��ӡ�C�_�C�r�Ġ�B(t��i)��Enabled��online��Disabled��offline |
| Printing > Advanced > Feed After Error |
 |
һ���e�`�֏͕r���ГQ��onlineģʽ�º��Ƿ��� |
| Printing > Advanced > Feed At Power On |
 |
��ӡ�C�_�C�r���Ԅ��� |
| Printing > Advanced > Max Feed |
 |
���H�Ľ��|(zh��)ݔ��������offset+Max Feed��203 dpi: 0 to 2040 dots��305 dpi: 0 to 3060 dots��609 dpi: 0 to 6120 dots |
| Printing > Advanced > Paper End |
 |
�O(sh��)�ü����Y(ji��)���������ĸБ�(y��ng)��� |
| Printing > Advanced > Head Base Position |
 |
�O(sh��)�ô�ӡ�����c��λ�ã�Standard���˜ʻ��ʅ����c��Left-justify���˜ʻ��ʅ����c�����Ƅ�2mm |
| Printing > Advanced > Priority Setting |
 |
��ӡ�C�������l��Q����Enabled��ͨ�^��ӡ�C�O(sh��)�ã�Disabled��ͨ�^�����O(sh��)�� |







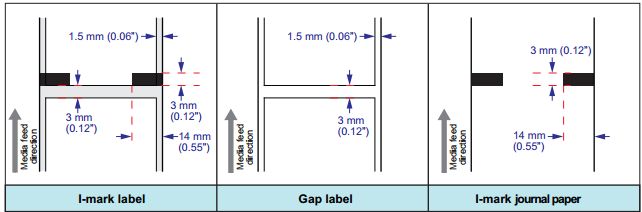
 ����I-Mark�Б�(y��ng)����
����I-Mark�Б�(y��ng)���� ����GAP�Б�(y��ng)����
����GAP�Б�(y��ng)����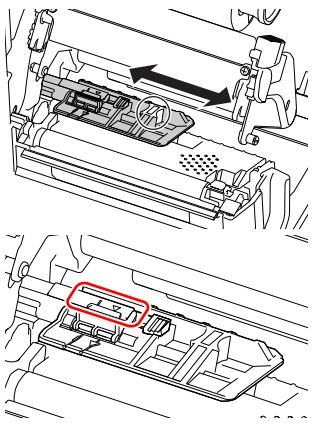


































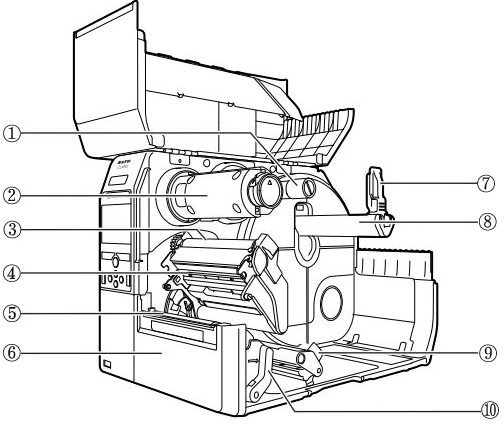
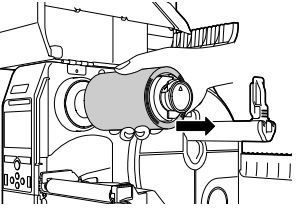
![��ӡ�^�]���iס](CL4NX-13-4.jpg)