|
SATO LM408e
1��SATO LM408e�l�a��ӡ�C����λ��B
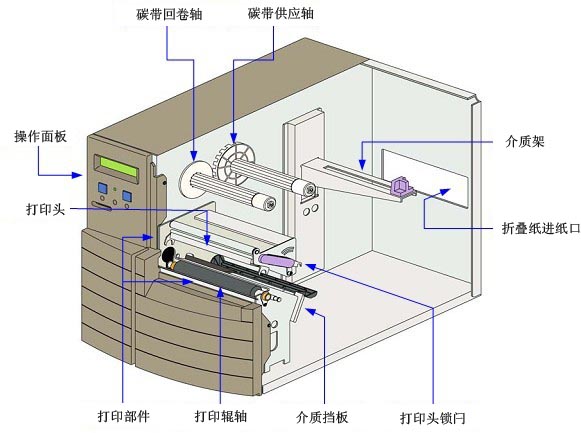
1.1 ̼���ؾ��S/̼�����o�S/�������/��ӡ�^/��ӡ����/��ӡ݁�S/���|(zh��)����/��ӡ�^�i�V/�ۯB���M����/���|(zh��)��
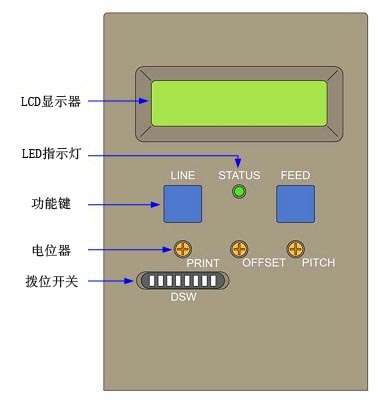
1.2 LCDҺ����/�����I/�λ��/LEDָʾ��/��λ�_�P(gu��n)
LM408e���������������
| ��λ |
���� |
| STATUSָʾ�� |
*OFFLINE(��(li��n)�C)�r������ONLINE((li��n)�C)�r��Gɫ
*��ӡ�C���Ք�(sh��)��(j��)�r��Gɫ�W�q��buffer��(n��i)���M�r��Gɫ�W�q
*��ӡ�C���F(xi��n)���ϕr��tɫ�W�q |
| POWER�I |
�_�C�P(gu��n)�C |
| LINE�I |
����ӡ�C�ڡ�(li��n)�C���͡���(li��n)�C����B(t��i)֮�g�M���D(zhu��n)�Q����ӡ�^���У�ʹ��ӡ�C��ͣij헴�ӡ���I(y��) |
| FEED�I |
̎�ڡ���(li��n)�C����B(t��i)�r�����ͳ�һ���հט˺���ͨ�^�ˆ��x허�(zh��)������� |
| PRINT�� |
�{(di��o)����ӡ��� |
| OFFSET�� |
�{(di��o)��tear-off/peel/cutģʽ�³�����ƫ�Ɣ�(sh��)ֵ |
| PTICH�� |
�{(di��o)����ӡֹͣλ�� |
| DSW1 DIP�_�P(gu��n) |
OFF�����D(zhu��n)ӡ��ON������ |
| DSW2 DIP�_�P(gu��n) |
OFF����������GAP�g϶��ON����������MARK�ژ� |
| DSW3 DIP�_�P(gu��n) |
OFF����ӡ�^��ᘙz�y�P(gu��n)��ON����ӡ�^��ᘙz�y�_ |
| DSW4 DIP�_�P(gu��n) |
OFF��HEX���dģʽ�P(gu��n)��ON��HEX���dģʽ�_ |
| DSW5 DIP�_�P(gu��n) |
OFF����ͨ���ӿڽ���ģʽ��ON���ྏ�_�ӿڽ���ģʽ/td> |
| DSW6 DIP�_�P(gu��n) |
OFF��Firmware���dģʽ�P(gu��n)��ON��Firmware���dģʽ�_ |
| DSW7 DIP�_�P(gu��n) |
OFF���˜ʿ��ƴ��a���ܣ�ON���ǘ˜ʿ��ƴ��a���� |
| DSW8 DIP�_�P(gu��n) |
OFF��ʹ��305dpi��ӡ������ON��ʹ��203dpi��ӡ������LM408eԓֵ��(y��ng)ԓ��ON |
2��SATO LM408e�l�a��ӡ�C���b�f��
2.1 �˺�����Ƶİ��b
�� ����������(c��)�w
�� ��r����D(zhu��n)��ӡ�^�_�ϙC��(g��u)�����_��ӡ�^�C��(g��u)
�� �ѽ��|(zh��)��λ�����ƣ����_�������|(zh��)���ȣ�Ȼ�����D(zhu��n)��
�� �ј˺�����ƾ�������|(zh��)���o�ܣ�Ȼ���������|(zh��)·���b��˺������
�� �ѽ��|(zh��)��λ���D(zhu��n)��(f��)λ��Ȼ���Ƶ��˺����(c��)���p����
2.2 ̼���İ��b
�� ����������(c��)�w
�� ��r����D(zhu��n)��ӡ�^�_�ϙC��(g��u)�����_��ӡ�^�C��(g��u)
�� ��̼��������̼������(y��ng)�S��(n��i)����̼�泯�£���̼�����Ӵ��^��ӡ�^�C��(g��u)
�� ��һ���ռ��S����̼���ؾ��S��Ȼ��̼����ճ��ճ�N���ռ��S�ϣ���Dʾ���D(zhu��n)̼���ؾ��S
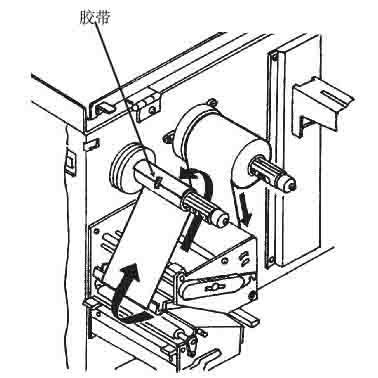
�� �˺���̼�����b�ꮅ����D��ʾ
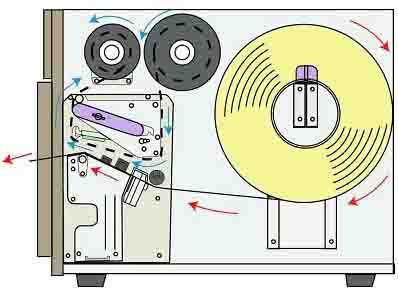
�� 형r����D(zhu��n)��ӡ�^�_�ϙC��(g��u)���˺���̼�����b�ꮅ
2.3 ��ӡ�C����ģʽ�x��
ÿ�δ�ӡǰ���x��Ҫ�_�J��ӡ�C�IJ���ģʽ
�ُĘ˺����R�e���_�J����Ҫ���B�m(x��)��ģʽ���g����λģʽ���ژ˶�λģʽ��
���B�m(x��)��ģʽ�����{(di��o)�{(di��o)���O(sh��)�òˆ���ġ�MOVE MODE����CONT����PITCH SENSOR����OFF
���g����λģʽ�����{(di��o)���O(sh��)�òˆ���ġ�MOVE MODE����TEAR����PITCH SENSOR����ON��DSW2=OFF
���ژ˶�λģʽ�����{(di��o)���O(sh��)�òˆ���ġ�MOVE MODE����TEAR����PITCH SENSOR����ON��DSW2=ON
�ڏĘ˺��Ĵ�ӡ��ʽ���_�J����Ҫ�П��D(zhu��n)ӡģʽ������ģʽ
�����D(zhu��n)ӡģʽ�����{(di��o)�{(di��o)��DSW1��OFF
������ģʽ�����{(di��o)�{(di��o)��DSW1��ON
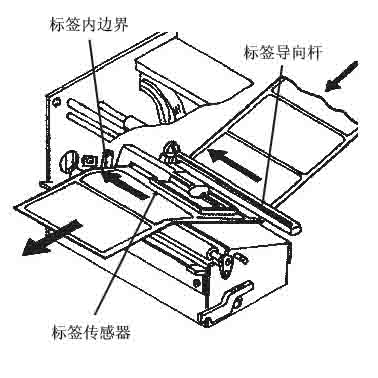
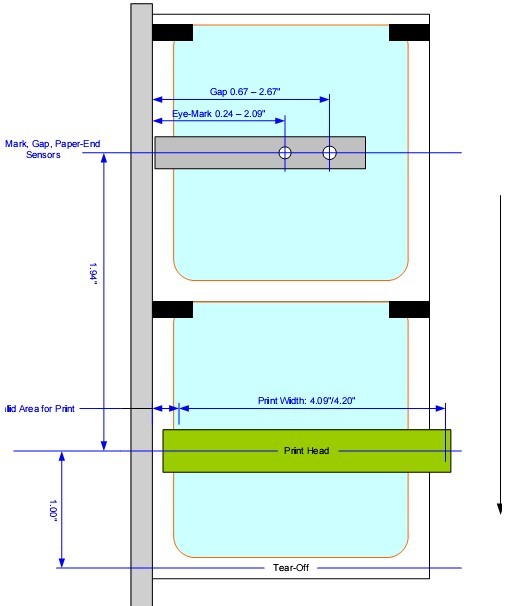
�� ����(j��)�˺��Ķ�λ��ʽ���_�J�˺���������λ�ã��������˺��r��Ҫ�����䶨λ��С�ߴ磬LM408e�˺����������R�eλ����D��ʾ
2.3 ��ӡ�C�ӿ��x��
��RS232C���ٴ���
��IEEE1284���нӿ�
��USB
��LAN��̫�W(w��ng)�ӿ�
��802.11G�o���W(w��ng)�j(lu��)�ӿ�
3��SATO LM408e�l�a��ӡ�C����
3.1 ��ӡ�C���÷�ʽ
3.1.1 NORMAL MODE
3.1.2 ADVANCED MODE
3.1.3 SERVICE MODE
3.1.4 CARD MODE
3.1.5 MOVE MODE

3.1.6 COUNTERS MODE
3.1.7 USER DOWNLOAD MODE���Ñ����dģʽ��
3.1.8 DEFAULT SETTING MODE���֏�(f��)���SĬ�J�O(sh��)�ã�
3.1.9 MAINTENANCE MODE���S��ģʽ��
3.1.10 TEST PRINT MODE���yԇ��ӡģʽ��
3.2 ģʽ�ˆ�����
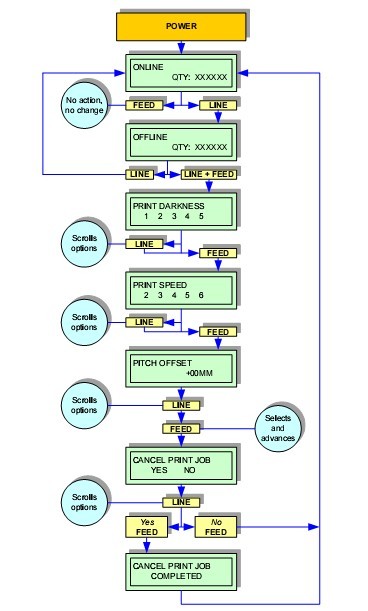
3.2.1 NORMAL MODE�ˆ�����
 �O(sh��)�ô�ӡ��� �O(sh��)�ô�ӡ���
 �O(sh��)�ô�ӡ�ٶ� �O(sh��)�ô�ӡ�ٶ�
 �O(sh��)�ô�ӡ��(n��i)��ƫ��,��ֵ(+)�O(sh��)���ƄӴ�ӡ߅���h�x��ӡ�^��λ��,ֵؓ(-)�O(sh��)���ƄӴ�ӡ߅�������ӡ�^��λ�� �O(sh��)�ô�ӡ��(n��i)��ƫ��,��ֵ(+)�O(sh��)���ƄӴ�ӡ߅���h�x��ӡ�^��λ��,ֵؓ(-)�O(sh��)���ƄӴ�ӡ߅�������ӡ�^��λ��
 �Ƿ������ӡ���I(y��)��(n��i)�� �Ƿ������ӡ���I(y��)��(n��i)��
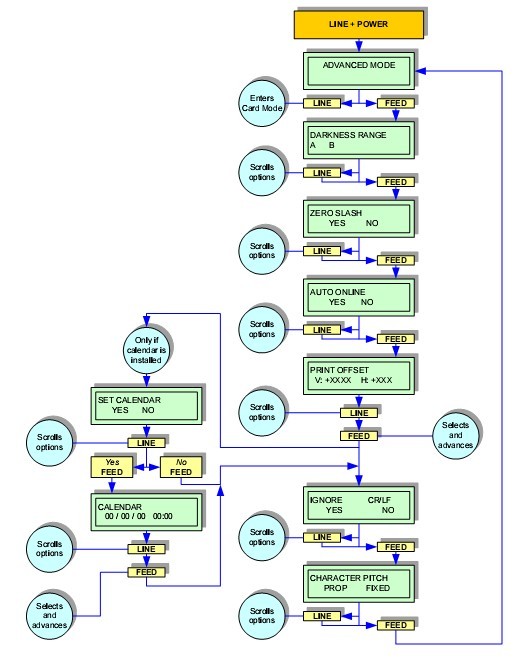
3.2.2 ADVANCED MODE�ˆ�����
 �{(di��o)����ӡ��Ȟ�A/B�ən �{(di��o)����ӡ��Ȟ�A/B�ən
 ͨ�^Kanji Font��ӡ�r���{(di��o)����(sh��)��0���Π� ͨ�^Kanji Font��ӡ�r���{(di��o)����(sh��)��0���Π�
 �_�C�r�ԄӞ�(li��n)�C��B(t��i) �_�C�r�ԄӞ�(li��n)�C��B(t��i)
 V�鴹ֱ����ֵ(+)�O(sh��)�ô�ӡ�_ʼλ�����ӡ�^��λ���Ƅӣ�ֵؓ(-)�O(sh��)�ô�ӡ�_ʼλ���h�x��ӡ�^��λ�ã�H��ˮƽ����ֵ(+)�O(sh��)�ô�ӡ�_ʼλ����λ�õ����(c��)�Ƅӣ�ֵؓ(-)�O(sh��)�ô�ӡ�_ʼλ����λ�õ��҂�(c��)�Ƅӣ� V�鴹ֱ����ֵ(+)�O(sh��)�ô�ӡ�_ʼλ�����ӡ�^��λ���Ƅӣ�ֵؓ(-)�O(sh��)�ô�ӡ�_ʼλ���h�x��ӡ�^��λ�ã�H��ˮƽ����ֵ(+)�O(sh��)�ô�ӡ�_ʼλ����λ�õ����(c��)�Ƅӣ�ֵؓ(-)�O(sh��)�ô�ӡ�_ʼλ����λ�õ��҂�(c��)�Ƅӣ�
 ����CR/LF ����CR/LF
 FIXED���̶��g��,��Փ�ַ����PROP���g����һ����С���ַ� FIXED���̶��g��,��Փ�ַ����PROP���g����һ����С���ַ�
 �Ƿ��O(sh��)�Ì��r�r� �Ƿ��O(sh��)�Ì��r�r�
 �O(sh��)�Ì��r�r犃�(n��i)�� �O(sh��)�Ì��r�r犃�(n��i)��
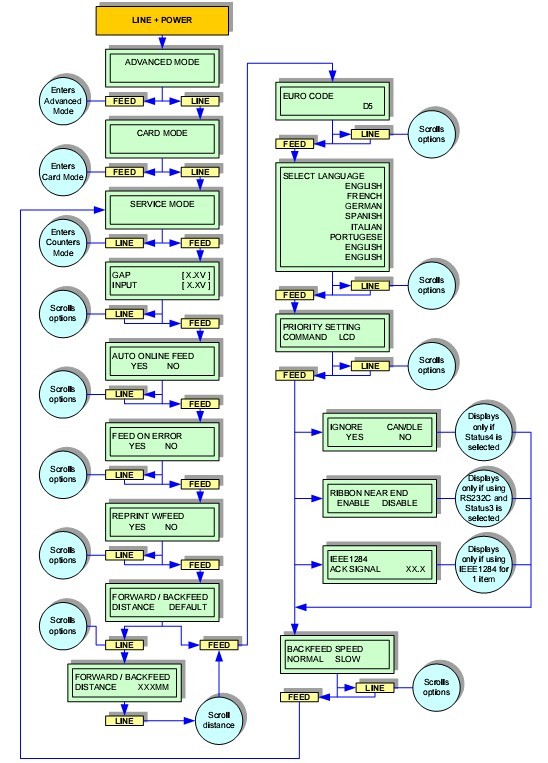
3.2.3 SERVICE MODE�ˆ�����
 ��߅һ���@ʾ��������(n��i)�H���r���������漈���r��늉�ֵ����߅һ���@ʾ��������(n��i)�н��|(zh��)���漈���r�����r��늉�ֵ ��߅һ���@ʾ��������(n��i)�H���r���������漈���r��늉�ֵ����߅һ���@ʾ��������(n��i)�н��|(zh��)���漈���r�����r��늉�ֵ
 ��ӡ�C̎��ONLINE��B(t��i)�r����ӡ�C�Ԅ���һ���հט˺������_��λ�Üʴ_ ��ӡ�C̎��ONLINE��B(t��i)�r����ӡ�C�Ԅ���һ���հט˺������_��λ�Üʴ_
 ��ӡ�C���������ӡ�C�Ԅ���һ���հט˺� ��ӡ�C���������ӡ�C�Ԅ���һ���հט˺�
 ��ӡ���I(y��)�Y(ji��)����FEED�I�ٿɴ�ӡ��һ�����Ę˺� ��ӡ���I(y��)�Y(ji��)����FEED�I�ٿɴ�ӡ��һ�����Ę˺�
 DISTANCE���O(sh��)�þ��x��DEFAULT��Ĭ�J���x DISTANCE���O(sh��)�þ��x��DEFAULT��Ĭ�J���x
 FORWARD/BACKFEED�ľ��x��(sh��)ֵ�O(sh��)�� FORWARD/BACKFEED�ľ��x��(sh��)ֵ�O(sh��)��
 ASCII�a ASCII�a
 �x����Ļ�Z�� �x����Ļ�Z��
 COMMAND��Ӌ��C�ϵ�ָ�(y��u)�ȣ�LCD����ӡ�C��Ļ�O(sh��)�Ã�(y��u)�� COMMAND��Ӌ��C�ϵ�ָ�(y��u)�ȣ�LCD����ӡ�C��Ļ�O(sh��)�Ã�(y��u)��
 ���DSW5��OFF�������S���}�_���� ���DSW5��OFF�������S���}�_����
 ���O(sh��)�Þ�ʹ�ܕr��̼�����ù�r��ӡ�C�Ԅ����� ���O(sh��)�Þ�ʹ�ܕr��̼�����ù�r��ӡ�C�Ԅ�����
 ���DSW5��ON��Ч������CAN/DLEָ�� ���DSW5��ON��Ч������CAN/DLEָ��
 �O(sh��)�û����ٶȣ�NORMAL/SLOW �O(sh��)�û����ٶȣ�NORMAL/SLOW
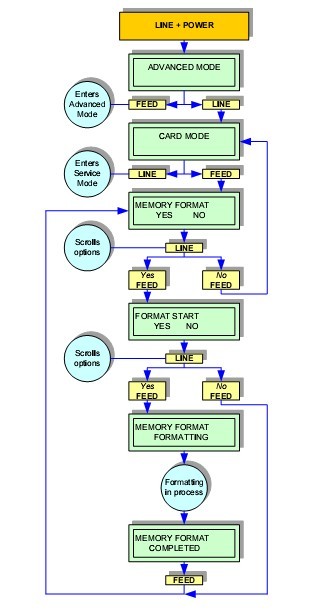
3.2.4 CARD MODE�ˆ�����
 �_�J��ʽ����(n��i)����(n��i)�� �_�J��ʽ����(n��i)����(n��i)��
 �_�J��ʽ�� �_�J��ʽ��
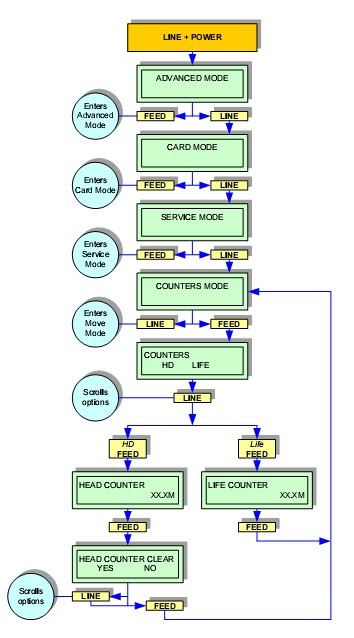
3.2.5 COUNTERS MODE�ˆ�����
 �x����Ҫ���O(sh��)��Ӌ��(sh��)�� �x����Ҫ���O(sh��)��Ӌ��(sh��)��
 �F(xi��n)�д�ӡ�^��ӡ�L��Ӌ��(sh��)���ڸ��Q��ӡ�^�rԓ����(sh��)��������0 �F(xi��n)�д�ӡ�^��ӡ�L��Ӌ��(sh��)���ڸ��Q��ӡ�^�rԓ����(sh��)��������0
 ��ӡ�C�_ʼʹ�ú�Ŀ���ӡ�L�� ��ӡ�C�_ʼʹ�ú�Ŀ���ӡ�L��
 ��ӡ�^Ӌ��(sh��)���㣬һ���ڸ��Q�´�ӡ�^�r���� ��ӡ�^Ӌ��(sh��)���㣬һ���ڸ��Q�´�ӡ�^�r����
3.2.6 MOVE MODE�ˆ�����
 �x��CONT���B�m(x��)����TEAR��˺����ģʽ �x��CONT���B�m(x��)����TEAR��˺����ģʽ
![�y���������Ƿ��P(gu��n)�]](lm408e-17.jpg) ���x��CONTģʽ�r���x���Ƿ��P(gu��n)�]�˺������� ���x��CONTģʽ�r���x���Ƿ��P(gu��n)�]�˺�������
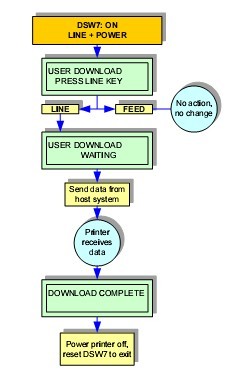
3.2.7 USER DOWNLOAD MODE�ˆ�����
 ��LINE�I�_ʼ�Ñ����d ��LINE�I�_ʼ�Ñ����d
 �ȴ��Ñ����d�^�� �ȴ��Ñ����d�^��
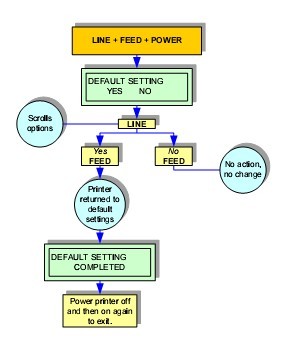
3.2.8 DEFAULT SETTING MODE�ˆ��������֏�(f��)���Sֵ��
 �֏�(f��)Ĭ�J�O(sh��)�ô_�J �֏�(f��)Ĭ�J�O(sh��)�ô_�J
 �֏�(f��)Ĭ�J�O(sh��)����� �֏�(f��)Ĭ�J�O(sh��)�����
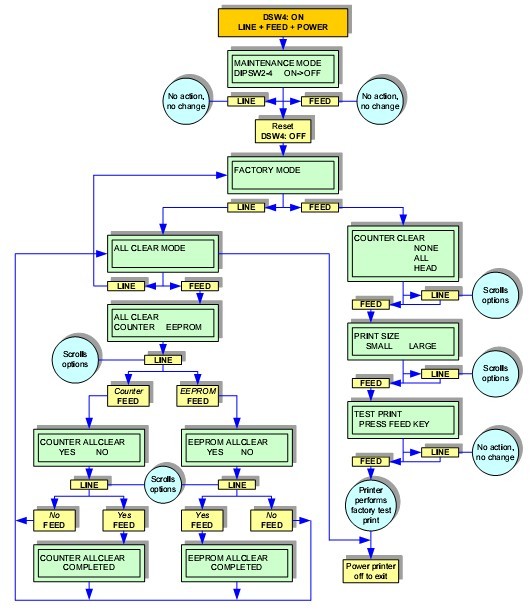
3.2.9 MAINTENANCE MODE�ˆ�����
 ��ʾ��һ��DSW4��ON׃?y��u)�OFF ��ʾ��һ��DSW4��ON׃?y��u)�OFF
 �����M��ɂ�����ģʽ �����M��ɂ�����ģʽ
 �����M�����Ѓ�(n��i)������ģʽ �����M�����Ѓ�(n��i)������ģʽ
 �x��COUNTER/EEPROM���� �x��COUNTER/EEPROM����
 �_�JCOUNTER���� �_�JCOUNTER����
 �_�JEEPROM���� �_�JEEPROM����
 COUNTER�����ꮅ COUNTER�����ꮅ
 EEPROM�����ꮅ EEPROM�����ꮅ
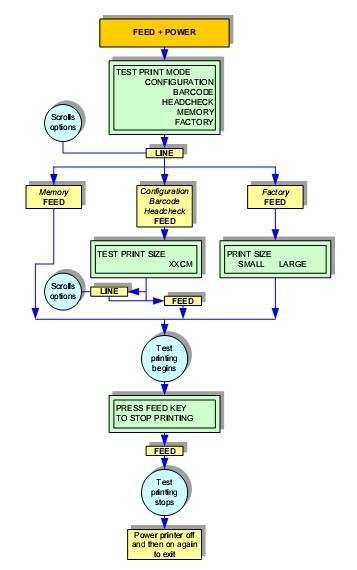
3.2.10 TEST PRINT MODE�ˆ�����
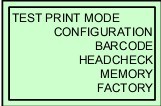 CONFIGURATION����ӡ��ӡ�C�����O(sh��)�ã�BARCODE����ӡ��ӡ�C��(n��i)�×l�δa��HEAD CHECK���z�y��ӡ�^Ԫ���Ƿ�p�ģ�FONT����ӡ��ӡ�C��(n��i)���b���������w��FACTORY����ӡ���S�yԇ� CONFIGURATION����ӡ��ӡ�C�����O(sh��)�ã�BARCODE����ӡ��ӡ�C��(n��i)�×l�δa��HEAD CHECK���z�y��ӡ�^Ԫ���Ƿ�p�ģ�FONT����ӡ��ӡ�C��(n��i)���b���������w��FACTORY����ӡ���S�yԇ�
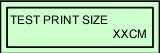 �O(sh��)�Üyԇ퓵Ĵ�ӡ���� �O(sh��)�Üyԇ퓵Ĵ�ӡ����
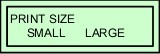 SMALL��4cm��LARGE��10cm SMALL��4cm��LARGE��10cm
 ��ӡ�^���а�FEED�Iֹͣ��ӡ ��ӡ�^���а�FEED�Iֹͣ��ӡ
4��SATO LM408e�l�a��ӡ�C�����ų�
4.1 LCD�e�`��̖����
 ��Q�����������_�P(gu��n)�]��ӡ�^�_�ϙC��(g��u)���ڸ��Q��ӡ�^�_�ς����� ��Q�����������_�P(gu��n)�]��ӡ�^�_�ϙC��(g��u)���ڸ��Q��ӡ�^�_�ς�����
 ��Q�������ٴ_�J���|(zh��)�Ƿ����_���b�����坍�˺��������İl(f��)��ͽ��ձ��棻�۴_�J���_�Ă��������� ��Q�������ٴ_�J���|(zh��)�Ƿ����_���b�����坍�˺��������İl(f��)��ͽ��ձ��棻�۴_�J���_�Ă���������
 ��Q�������ٴ_�J̼���S���_���b���ڴ_�J̼���]�б��p�ģ��۴_�J��ӡ�C�������_ ��Q�������ٴ_�J̼���S���_���b���ڴ_�J̼���]�б��p�ģ��۴_�J��ӡ�C�������_
 ��Q�������ٴ_�J���|(zh��)�Ƿ����_���b�����坍�˺��������İl(f��)��ͽ��ձ��棻�۴_�J���_�Ă��������� ��Q�������ٴ_�J���|(zh��)�Ƿ����_���b�����坍�˺��������İl(f��)��ͽ��ձ��棻�۴_�J���_�Ă���������
 ��Q���������坍��ӡ�^���棻�ڸ��Q�´�ӡ�^ ��Q���������坍��ӡ�^���棻�ڸ��Q�´�ӡ�^
4.2 �����б�
4.2.1 ��ӡ�D��oЧ����
| ����ԭ�� |
��Q���� |
| ��ӡ�^���^�K |
�坍��ӡ�^ |
| ��ӡ�^�p�� |
���Q�´�ӡ�^ |
| ���Ԫ���p�� |
���Q�·�� |
| ��ӡ݁�S�p�Ļ�ĥ�p |
���Q��ӡ݁�S |
| ��Ę˺��|(zh��)�� |
���Q�|(zh��)�����^�õĘ˺����� |
| ̼���͘˺���ƥ�� |
���Q���� |
4.2.2 ̼����
| ����ԭ�� |
��Q���� |
| ��ӡ�^У�ʱ��^�� |
����ӡ�^ƽ���M��У�� |
| ��ӡ�ض��O(sh��)��̫�� |
�{(di��o)��(ji��)��ӡ�^��ӡ�ض� |
| ̼���������^�� |
�{(di��o)��(ji��)���m��̼������ |
| ��ӡ݁�Sĥ�p |
���Q��ӡ݁�S |
| ��ӡ�^����݁�S�����Ю��� |
�坍���� |
| �˺������Ю��� |
ʹ�ø��|(zh��)���Ę˺��� |
| ��ӡ�^�p�� |
���Q��ӡ�^ |
4.2.3 ��ӡ�D����^��
| ����ԭ�� |
��Q���� |
| �͵Ĵ�ӡ��� |
�{(di��o)�ߴ�ӡ�ض� |
| ��ӡ�^�������^�� |
�{(di��o)��(ji��)��ӡ�^������ƽ�� |
| ��ӡ�^���Ю��� |
�坍��ӡ�^��݁�S |
| ����?sh��)Ĵ�ӡ�^У�� |
���R��ӡ�^ |
| ��ӡ�ٶ�̫�� |
���ʹ�ӡ�ٶ� |
4.2.4 ��ӡ��Ȳ�����
| ����ԭ�� |
��Q���� |
| ��ӡ�^��ƽ�� |
�{(di��o)��(ji��)��ӡ�^ƽ�� |
| ��ӡ݁�Sĥ�p |
���Q��ӡ݁�S |
| ��ӡ�^���^�K |
�坍��ӡ�^ |
4.2.5 �˺�����
| ����ԭ�� |
��Q���� |
| ���b�˺������_ |
�_�J�˺����_���b |
| �]�����_�{(di��o)���˺���λ |
���_�{(di��o)����λ |
| ��ӡ�^��ƽ�� |
�{(di��o)����ӡ�^ƽ�� |
| ݁�Sĥ�p |
���Q݁�S |
4.2.6 �˺����Ƅ�
| ����ԭ�� |
��Q���� |
| ͬ��Ƥ���Ʉӻ��Ɠp |
�{(di��o)������Qͬ��Ƥ�� |
| �����_�Ę˺�������ģʽ�x�� |
�z���ӡ�C���ã��{(di��o)��(ji��)������ģʽ |
| �]��늉�ݔ�� |
���Q���U |
| �(q��)��늙C������ |
�_�J�Ӿ��Ƿ���������Ҫ�r���Q�(q��)��늙C |
4.2.7 LCD�܉��c�������o�֟o�@ʾ
| ����ԭ�� |
��Q���� |
| �Դ����(y��ng)�_�J |
�_�J���|�B�����_���z���Ƿ���Ҫ���Q�Դ����(y��ng) |
| �@ʾ�λ���O(sh��)�ò����_ |
�{(di��o)���@ʾ�λ����ֵ |
4.2.8 �o����ӡ�D��
| ����ԭ�� |
��Q���� |
| ��ӡ�^�]���B�Ӻ� |
�_�J��ӡ�^�往���^�Ӻ� |
| �]��늉�ݔ�� |
���Q���U�z |
| ��ӡ�^��ȱ�� |
���Q��ӡ�^��������Ӌ��(sh��)�� |
| ���Ԫ���p�� |
���Q�·�� |
| ��ӡ�ӿچ��} |
���Q��(sh��)��(j��)����ӿڿ� |
| ��(sh��)��(j��)ݔ���e�` |
�_�����_�Ĕ�(sh��)��(j��)�� |
4.2.9 ��ӡ��һ���հט˺�
| ����ԭ�� |
��Q���� |
| ��(sh��)��(j��)ݔ���e�` |
�_�����_�Ĕ�(sh��)��(j��)�� |
| �����_�Ę˺��������x�� |
�_�J���_�Ĵ�ӡ�C���� |
| ��ӡ�^�]���B�Ӻ� |
�_�J��ӡ�^�往���^�Ӻ� |
| ��ӡ�^��ȱ�� |
���Q��ӡ�^��������Ӌ��(sh��)�� |
| ���·��ȱ�� |
���¸��Q���·�� |
4.2.10 �˺�λ�ò����_
| ����ԭ�� |
��Q���� |
| �����_�Ę˺��������x�� |
�_�J���_�Ĵ�ӡ�C���� |
| �˺��������{(di��o)������ |
�{(di��o)���������`���� |
| ��(sh��)��(j��)ݔ���e�` |
�_�����_�Ĕ�(sh��)��(j��)�� |
| OFFSETƫ���O(sh��)�ò����_ |
�{(di��o)��OFFSETֵ |
4.2.11 ��ӡ�D����Ϳ��
| ����ԭ�� |
��Q���� |
| ��ӡ���|(zh��)�|(zh��)���� |
���Q��ӡ�|(zh��)���õĽ��|(zh��) |
| ��ӡ�^��݁�S���Ю��� |
�坍��ӡ�^��݁�S |
| �˺����Ю��� |
ʹ�ø��|(zh��)���Ę˺� |
| ��ӡ�^�ض�̫�� |
�{(di��o)��(ji��)��ӡ����O(sh��)�� |
| ��ӡ�ٶ��^�� |
�{(di��o)��(ji��)��ӡ�ٶ� |
5��SATO LM408e�l�a��ӡ�C�S��
5.1 ��ӡ�^���Q
���P(gu��n)�]��ӡ�C�����_�Դ�B��
�ڴ��_�҂�(c��)�w���i�o��ӡ�^�_�ϙC��(g��u)
�����_��ӡ�^�C��(g��u)�϶˵��ݽz
�ܴ��_��ӡ�^�_�ϙC��(g��u)���Ƴ��ѓp�ĵĴ�ӡ�^
�ݰγ���ӡ�^�ϵĽӿڔ�(sh��)��(j��)��
�ްѽӿڔ�(sh��)��(j��)�����뵽�µĴ�ӡ�^��
�߲����ӡ�^����ӡ�^�C��(g��u)��(n��i)�����Q���ݽz
����_�Դ�����O(sh��)��ӡ�^Ӌ��(sh��)�������yԇ��ӡ
5.2 ��ӡ�^ƽ���{(di��o)��
��ӡ�^�ĉ���ƽ����݁�S��һ�˵���һ�˵ĉ�������ˮƽ�������ӡ�^ƽ�ⲻ�{(di��o)������ӡ�ĈD���F(xi��n)һ߅���һ߅���������r�����Ҙ˺�����������С�ķ���ƫ�ơ�
��ӡ�^ƽ���{(di��o)��ֻ��ͨ�^���^�M���{(di��o)����ͨ�^�˺������ӡ�ַ��������ȁ��Д��{(di��o)����Ч����
�����{(di��o)��ƽ�⣬�_ʼ�yԇ��ӡ�������_�̶��ݽz1�����Ƅ��{(di��o)��(ji��)��2����߅����߅���Ƅ��{(di��o)��(ji��)���_���õĴ�ӡЧ�������Q�o�ݽz1�r��
5.3 ��ӡ�^У��
��ӡ�^λ��ֱ��Ӱ푴�ӡ�|(zh��)������ӡ�^����c��ӡ݁�S���С�
�ٴ��_�҂�(c��)�w
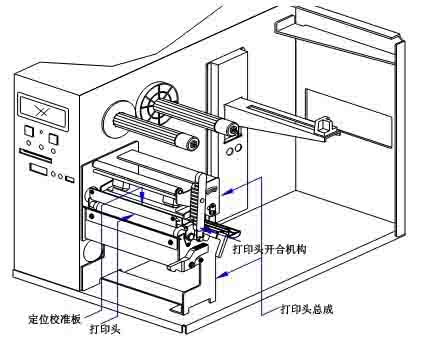
�ڴ_�J��ӡ�^�i�o
�����¿���ӡ�^�ϵĶ�λУ�ʰ�
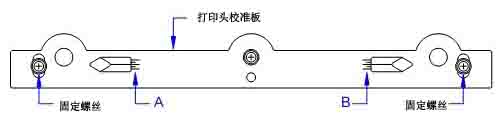
�ܴ_�JУ�ʿ̶�A��B����ͬ��
��У�ʕr����Ҫ���_�̶��ݽz
���{(di��o)��(ji��)��У�ʰ�λ�úQ�o�̶��ݽz
�ߜyԇ�˺����_�J��ӡ�^�Ƿ�У�ʌ��R
���؏�(f��)�{(di��o)����ֱ��У�����_
5.4 ̼����(d��o)��ƬУ��
�����ӡ̼�����F(xi��n)�ް���(d��o)�´�ӡ�oЧ����r������ͨ�^�{(di��o)��(ji��)̼����(d��o)��Ƭ��ƫ��Ƕȁ��a��̼�����ް���
�ٴ�ӡ�yԇ퓣��_�J��ӡ�^��ƽ���У�ʕr������
�ڴ��_�҂�(c��)�w�����_��ӡ�^�_�ϙC��(g��u)
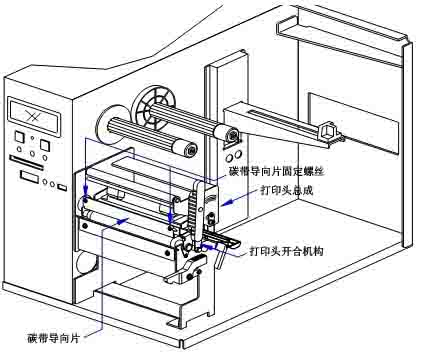
�����_�̶��ݽz�е�һ����Ȼ�����(j��)��Ҫ�����Ƅ�̼����(d��o)��Ƭ��ֱ��̼�����ް�
�ܱ���̼����(d��o)��Ƭ��λ�ã�Ȼ��Q�o�̶��ݽz
���]�ϴ�ӡ�^����ӡ�yԇ�
���؏�(f��)���E2-5��ֱ���{(di��o)��(ji��)�_�������Ч��
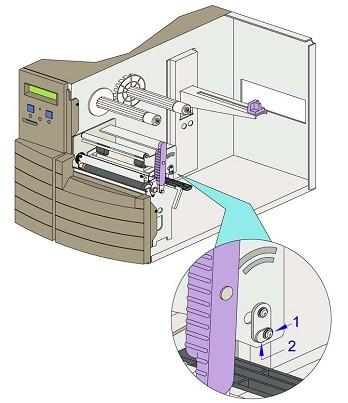
5.5 �˺�������λ���{(di��o)��(ji��)
�{(di��o)��(ji��)�˺���������λ�����_����ͬ���|(zh��)�Ķ�λ��
�ٴ��_�҂�(c��)�w
�ھGɫ�Ę˺��������{(di��o)��(ji��)�oλ�ڴ�ӡ�C�ĺ�
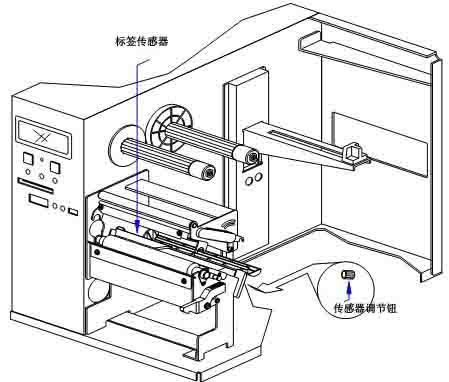
�������{(di��o)��(ji��)�˺��������{(di��o)��(ji��)�oֱ�����_��λ��
5.6 ̼���S�����{(di��o)��(ji��)
��ӡ�C�Ѓɂ�̼���S��һ���ǹ���(y��ng)�S��һ���ǻؾ��S���ؾ��S��늙C�(q��)�ӡ�
������r�£�����(y��ng)�SҪ����400-500�˵������ؾ��SҪ����500-700�˵�����
�]������Ӌ����r��ͨ�^���������{(di��o)��̼��������
�ٴ��_�҂�(c��)�w
�����_̼���S�̶��ݽz���{(di��o)��(ji��)��ĸ
��������ĸ���{(di��o)��(ji��)Ribbon Boss�cCollar֮�g�ľ��x(����(y��ng)�S������3.5-3.0mm���ؾ��S������3.0-2.0mm)
ע��1mm��100g��0.5mm��50g
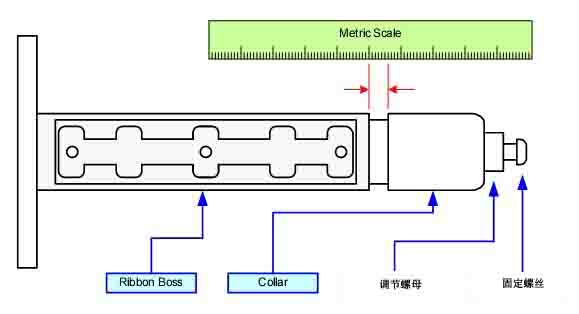
�ܱ�����ĸ�����Q�o�̶��ݽz
�˺�
�l�a�˺�
̼��
|
